

产品列表
PROUCTS LIST
相关新闻
NEWS

小型烟油铝塑泡罩包装机
更新时间:2021-06-17
产品型号:DPP-115
产品报价:
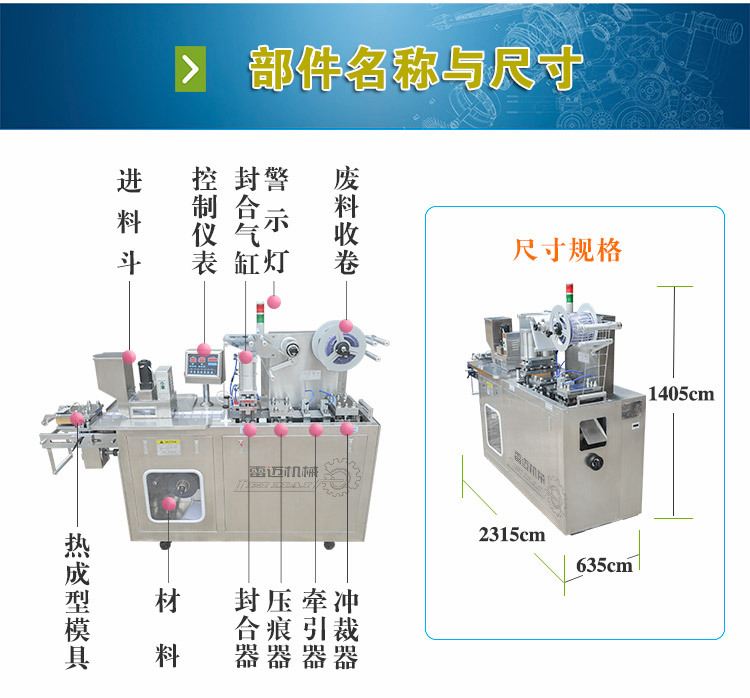
产品特点:小型烟油铝塑泡罩包装机常见故障排除工作流程1、成型(上下加热)2、热封(上加热)3、打码4、压痕(可微量加热)5、切刀6、成型输出成品
DPP-115小型烟油铝塑泡罩包装机的详细资料:
小型烟油铝塑泡罩包装机常见故障排除??
小型烟油铝塑泡罩包装机注意事项:
1、请您在操作使用前,先认真阅读此说 明书。以防操作有误,损坏机器。
2、安装前要检查地面水平度是否平衡。
3、应按接地标牌位置接入地线。
4、专职人员培训操作、维护。
5、机器应保持整洁。
6、机器生产前各部位必须加油(参操做条文
7、机器出厂时传动箱表带润滑油,生产前必须加油。
8、提议本机好采用无油空压机。
9、成型、热封、压痕等部位压力均不宜过大,否则影响使用寿命。成形、压痕之型垫转应留有一毫米左右浮动余地。
10、机器工作运行时,严禁用手触摸运行部件(特别是纵封、横封加热部位),确保人身和机器安全。


包装机故障排除:
(一)、泡成型不良:
A、可能出现的现象:a)场所空气流量过大;b)加热区温度过低或过高;c)冷却水流量过大,带走热量过多;d)空气压力不宜或过早、迟;e)注意空气过滤阀存水;f)下模排气孔堵塞;g)上下模平面间渗漏气;h)PVC塑料质量不佳。
B、对应的解决办法:a)降低通风流量;b依温度控制仪适当调正控制温度(尽量电压控制);c)调节水阀控制水流量;d)校正机器放气阀位置、保持空气压一般为:0.6~0.8MPA;e)正常检查空气过滤阀必时清放;f)用钢针实行疏通;g)重新更模、需平面磨平加工;h)调换塑料。
(二)、运行不同步(指成形泡罩未能准确进入热封模孔位):
A、可能出现的现象:a)成形模与热封不为行程的整数倍;b)运行气压起引座平 行过大
过小;c)成形、热封模冷即不良;d)成形模到热封模之间有阻碍物;e)塑料 承料轴
旋转不灵热封模温度过高。
B、对应的解决办法:a)调节模具移动和箱体移动出厂已调好未待换模、通常无须高正以免调乱;b)调节起引座轴,在起引座轴上加机械油;c)适度加大冷即水量;d)检查从送料至热封运行中是否有阻碍,注意加料机械与板面之间间隙;e)清洗或更换轴承;调降低温热封温度。
(三)、铝箔起皱与偏移:
A、可能出现的现象:a)铝箔与PVC塑料粘合不整齐,(不平行);b)铝箔转折棍与PVC塑片纵线不垂直;c)网纹上锈,有污物;d)网纹板与模吻合不良,铝箔胶层不均
B、对应的解决办法:a)撕断铝箔,调整位置重新粘合;b)调整垫塞转折辊支架和校正
模具不符合;c)用钢丝侧清理或用锯条磨尖划;d)用二层铝箔折叠网纹模或油石
视热封状况,局部打磨下模平面更换铝箔
(四)、冲截偏后,热封不良:
A、可能出现的现象:a)冲模与热封模间距不对;b)温度过低或过高压力不足或热封上
气缸擅偏现象;c)压力不足或热封上气缸擅偏现象
B、对应的解决办法:a)整体移动冲模、箱体、注出厂时均已调动,且考虑运输振动及
长期使用移位变形或换模版等因素所致;b)调节温控仪温度,尽量由调压来控制,使
温
度保持恒定在140ºC左右(酌情而定);c)调节调整气缸压力(调压阀)同时检查硅
橡板是否才化,可换,可取,铜皮垫气缸与热封座之间中(铜皮厚簿酌情而定)(注:
调正时务必停机上止点)








































| 如果你对DPP-115小型烟油铝塑泡罩包装机感兴趣,想了解更详细的产品信息,填写下表直接与厂家联系: |
